INDUSTRIAL JP
idstr.jp open share
March 27, 2019
AT-9
yuki precision
interview
A small factory can change the world
if it has big vision.
// yuki precision interview
Located in Japan’s Kanagawa Prefecture, YUKI precision wields the latest precision cutting technology to manufacture products for the aerospace and medical industries. We spoke with third-generation CEO Masato Otsubo about YUKI’s passion for manufacturing and big dreams, which stands in seeming contradiction to Nao Tokui’s musical track, as cool and precise as the name of the company itself.
yuki turning
ID-9
yuki precision
nao tokui
Products that have to retain stability while withstanding high heat, and implants that have to be used inside the human body without negative effects, are both made of “difficult to cut” materials.
I imagine that YUKI Precision’s specialty is precision manufacturing, as the name implies. But what, specifically, do you manufacture?
Our work is so broad that it’s difficult to say what our “main” product is, but we work mainly with precision cutting technology, and aerospace and medical devices are two areas we focus on. Our aerospace products are mainly made of heat-resistant nickel alloy. Our medical products are made of titanium, which is rust-resistant and gentle on the skin. Both are heat- and corrosion-resistant, and difficult to cut.
“Difficult to cut.” Since your aerospace products are heat-resistant, does that mean they get used close to flames?
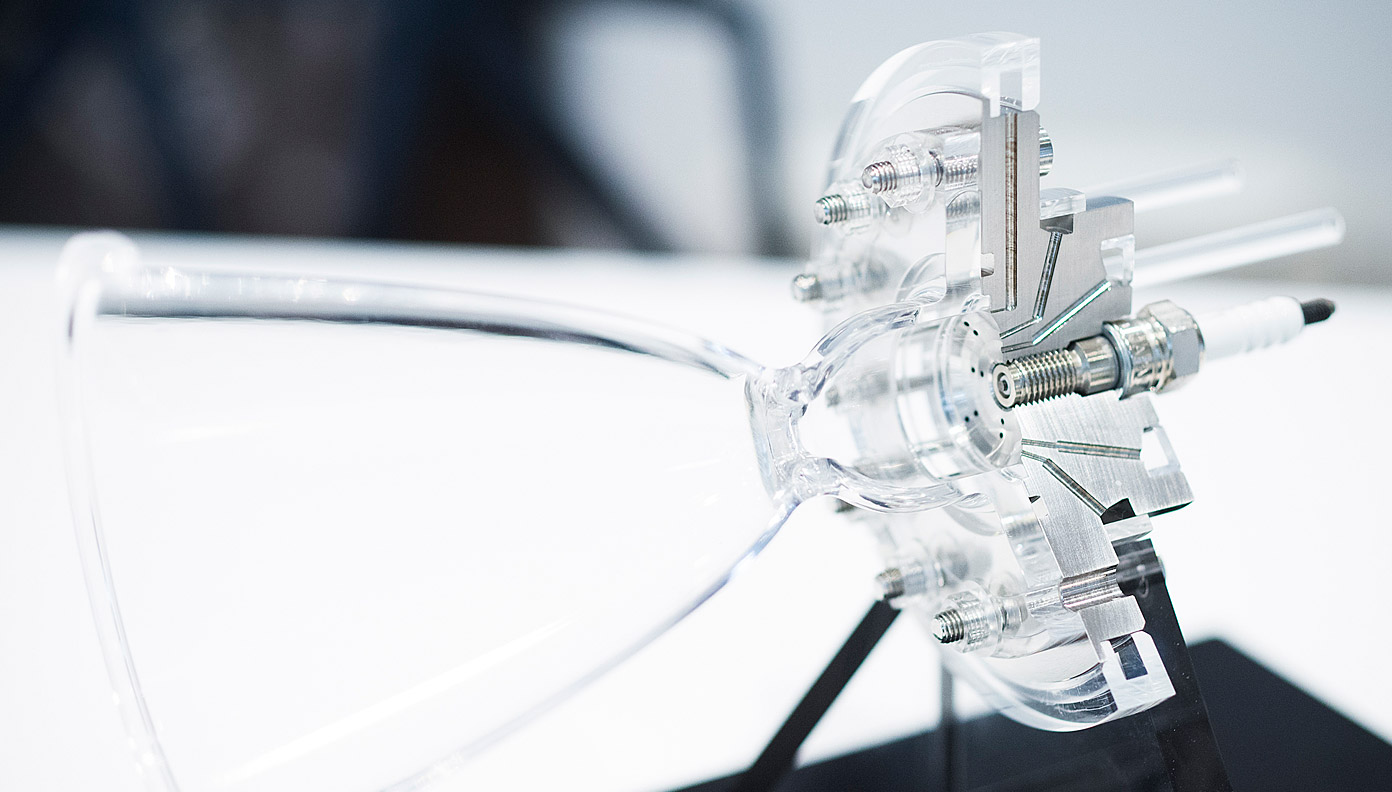
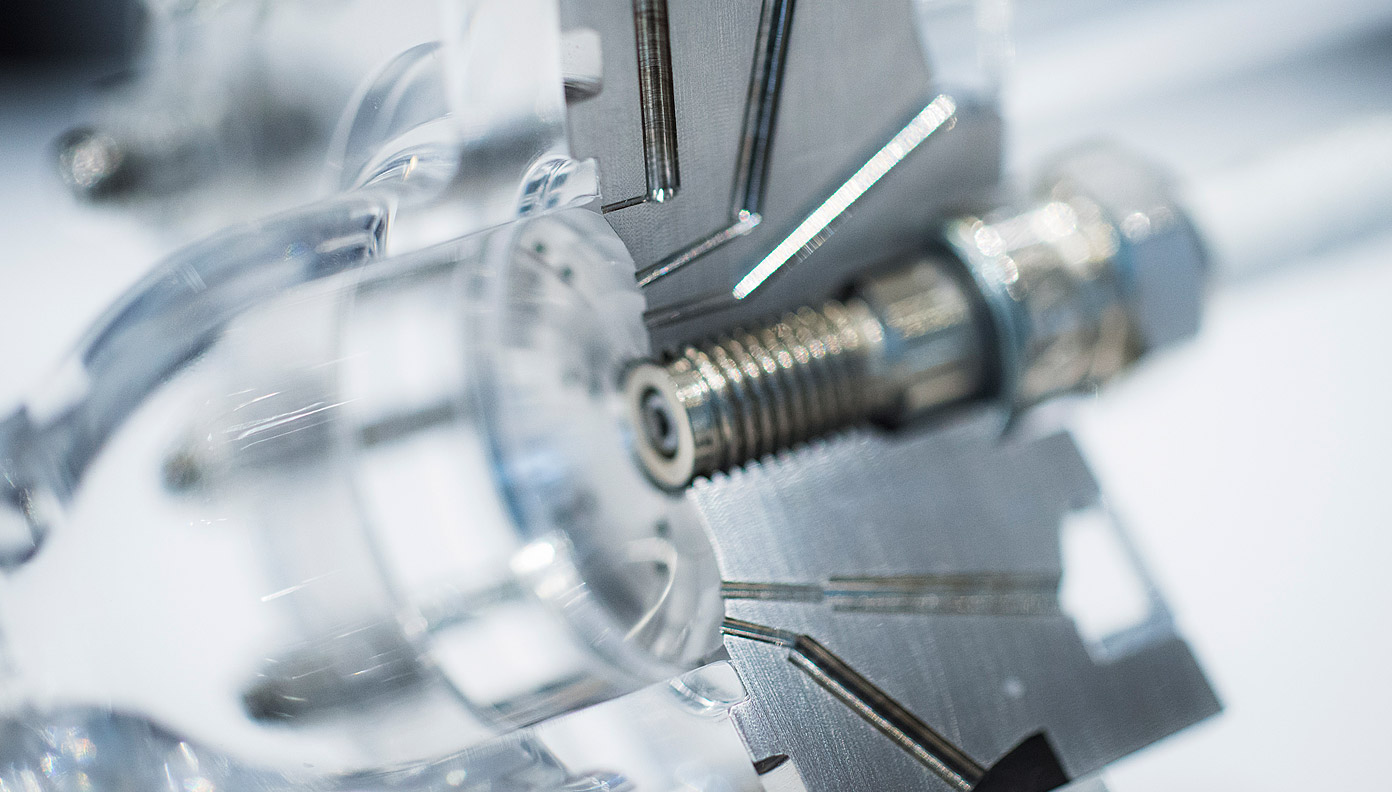
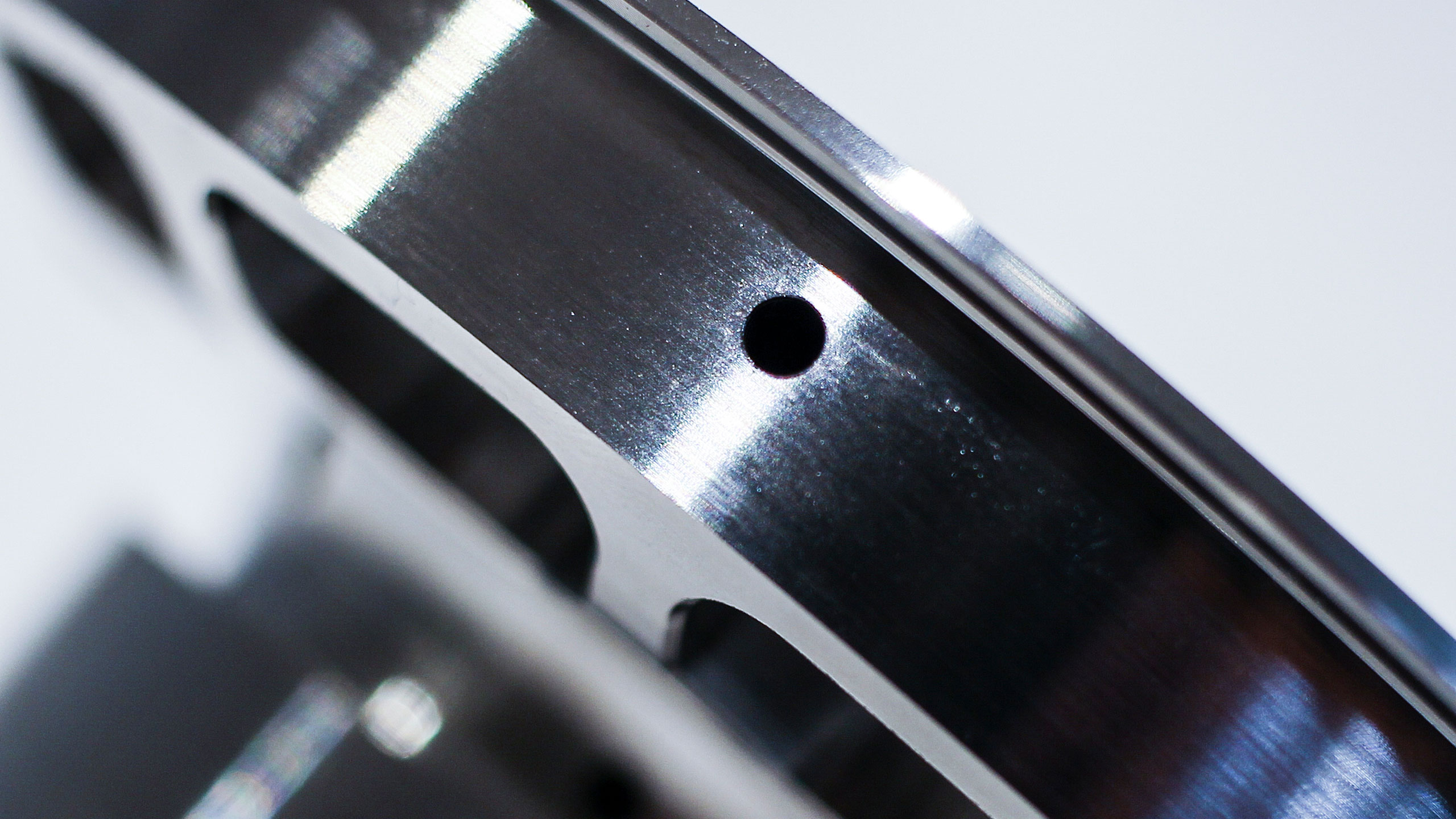
In engines, for example. Strictly speaking they aren’t exposed to open flames, but engine parts all operate at high heat and high speed. That means that they have to operate properly even in high-heat conditions. For example, this is a thruster for a rocket engine. So it’s an auxiliary propulsion device used in attitude control. We also make some that are cross-sectioned so that you can see inside of them.
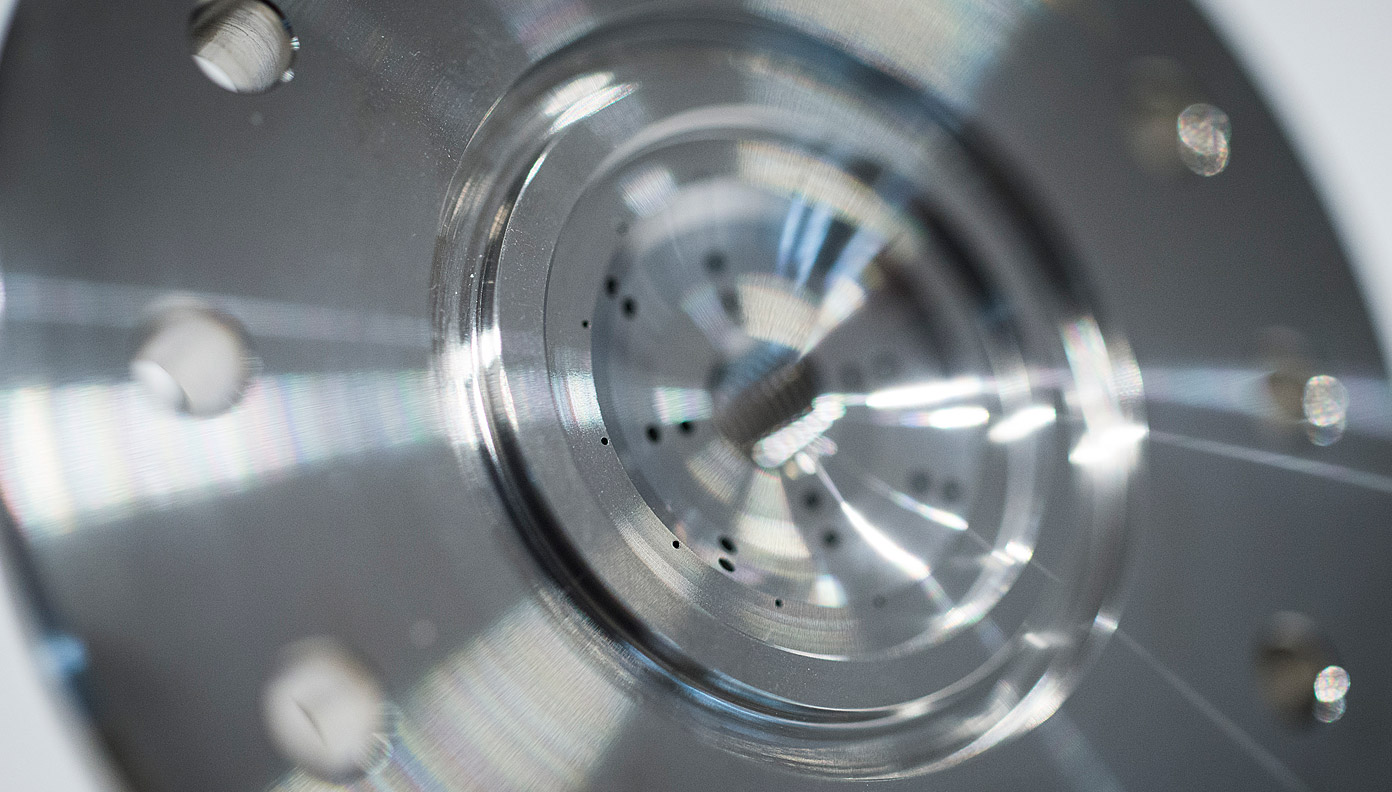

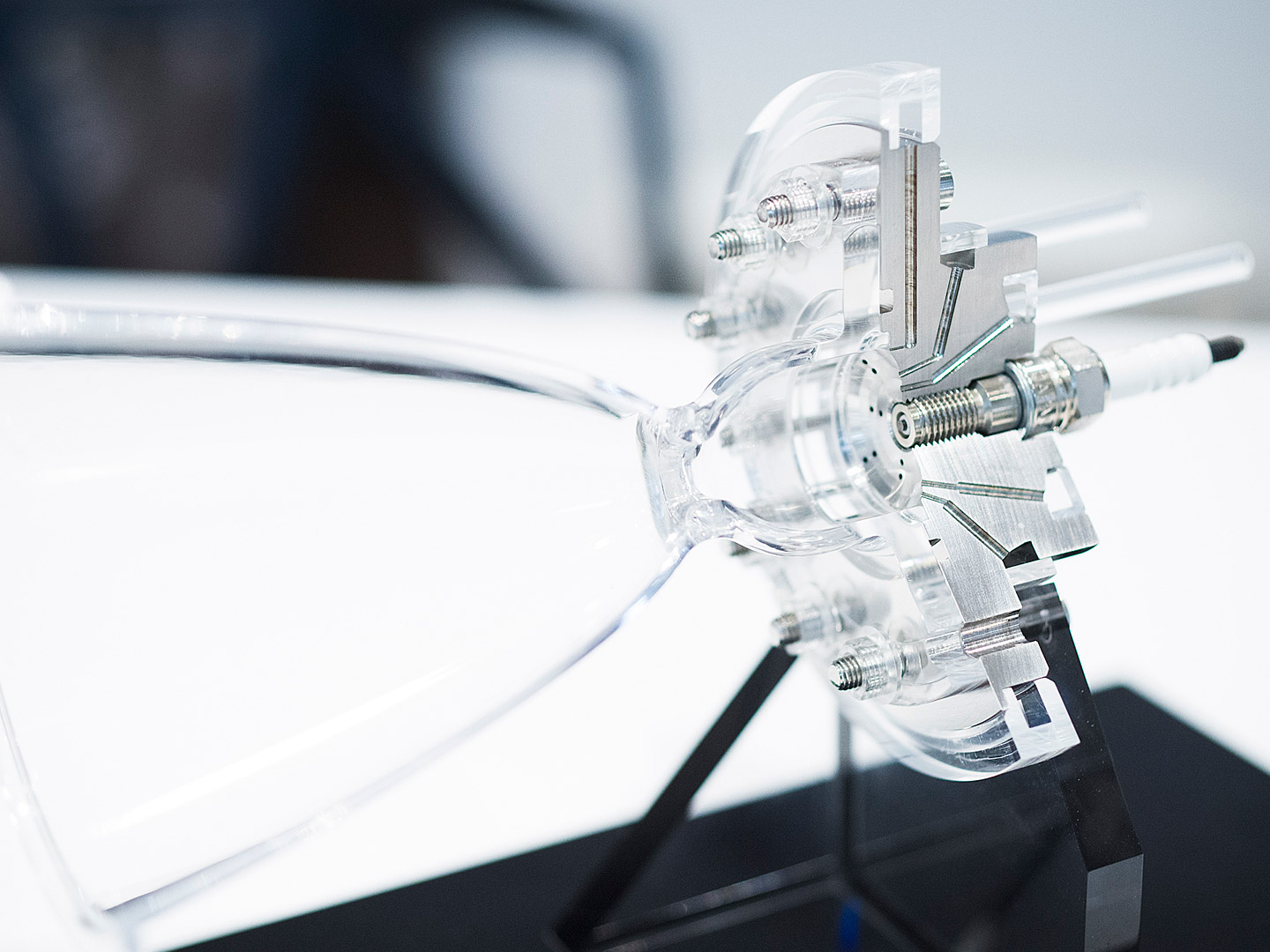
So this is for a rocket, right? It has this long, thin hole through it; are rocket parts usually so small?
This is a miniature rocket engine, used for propulsion in small satellites and stabilization control for rocket launches. It’s smaller than what most people would imagine would be used for large rocket launches, but there are actually even smaller ones—the size of your fingertip— being utilized as well. This is one of the largest one’s we make. We usually make small products.
I see. So there are a lot of different sizes used in aerospace tech. The other product type you mentioned was medical devices, what specifically do you make?
Screws for use in internal implants. There’s a kind of screw called a bone screw, which is used to set fractured bones, and many that our company especially manufactures are screws for backbones. When there is trauma to the bones of the back, you can put a screw in it and wrap it in a kind of cast.


They’re made from material that’s corrosion- and rust-resistant, so that must make them good for internal use.
That’s right. Products like thrusters that have to retain stability and accuracy while withstanding constant high heat, and implants that have to be used inside the human body without negative effects, are both made of “difficult to cut” materials.
G-Code is in quite general use throughout the industry, and it’s not that difficult. What’s really difficult are the “processing conditions.”
“Difficult to cut” must mean they’re very hard?
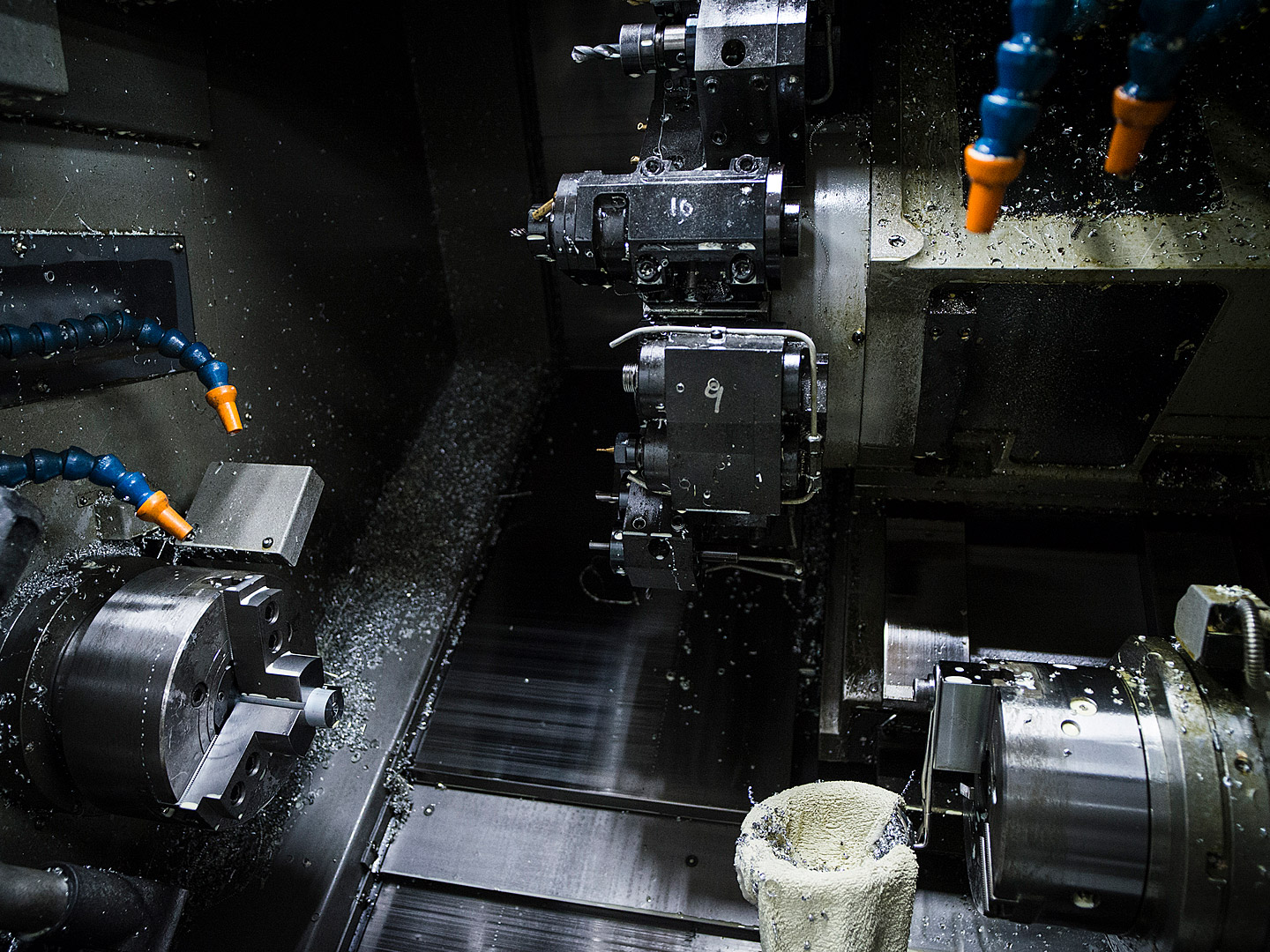
Actually many of the materials are soft. Rather than “soft,” maybe I should say “durable.” For example, heat-resistant alloy does not easily absorb heat, as its name suggests. On the other hand, the cutting implements absorb a lot of heat. They’re made of cemented carbide, which does not withstand heat well. It wears immediately when heated, and may even break. And since the cutting implement begins to wear immediately, the end measurements of the product may differ from the original specs during manufacturing. And since the material is so durable, the cutting debris it produces is very difficult to remove. It sticks to the product during manufacturing and just keeps getting longer. If that debris gets caught in the manufacturing machinery, it’s a problem. So that’s what makes it “difficult to cut.”
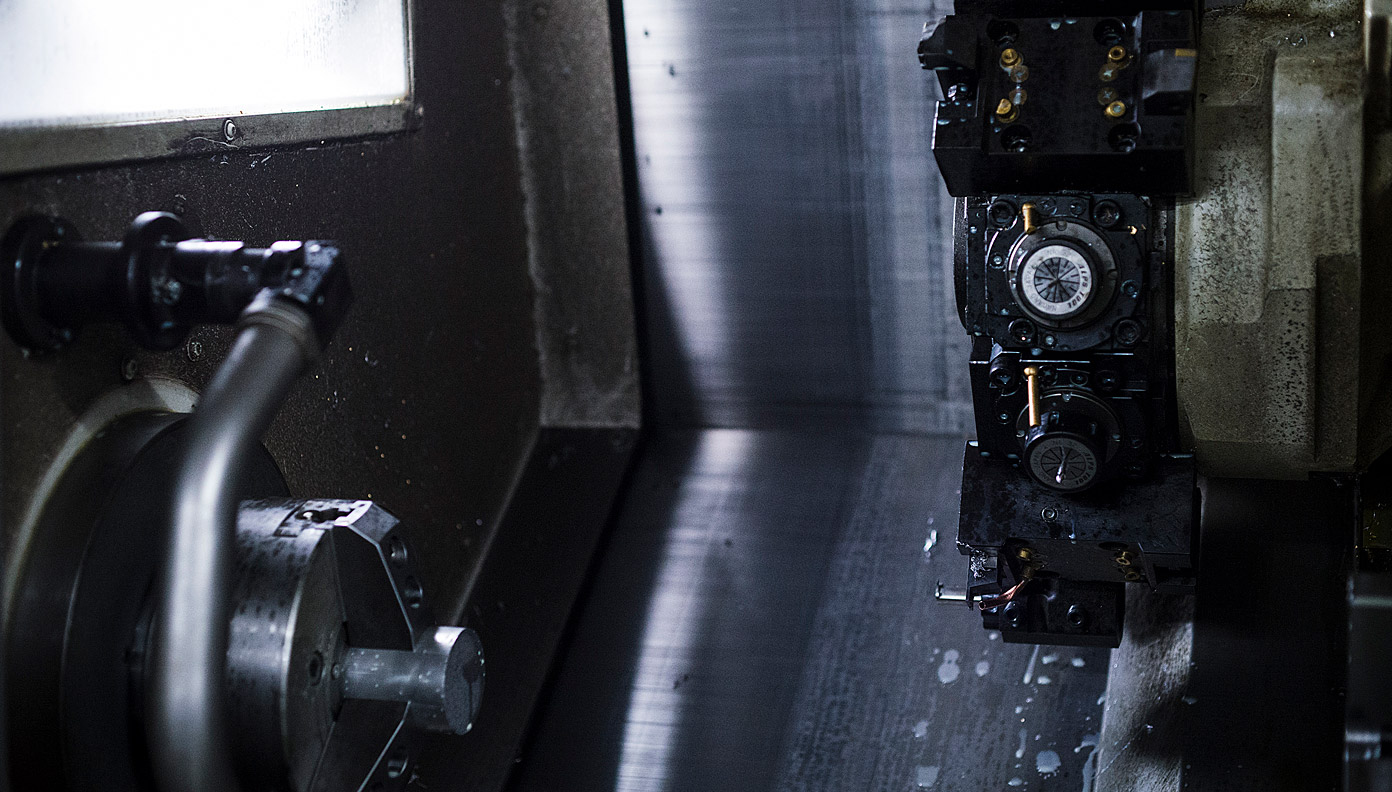
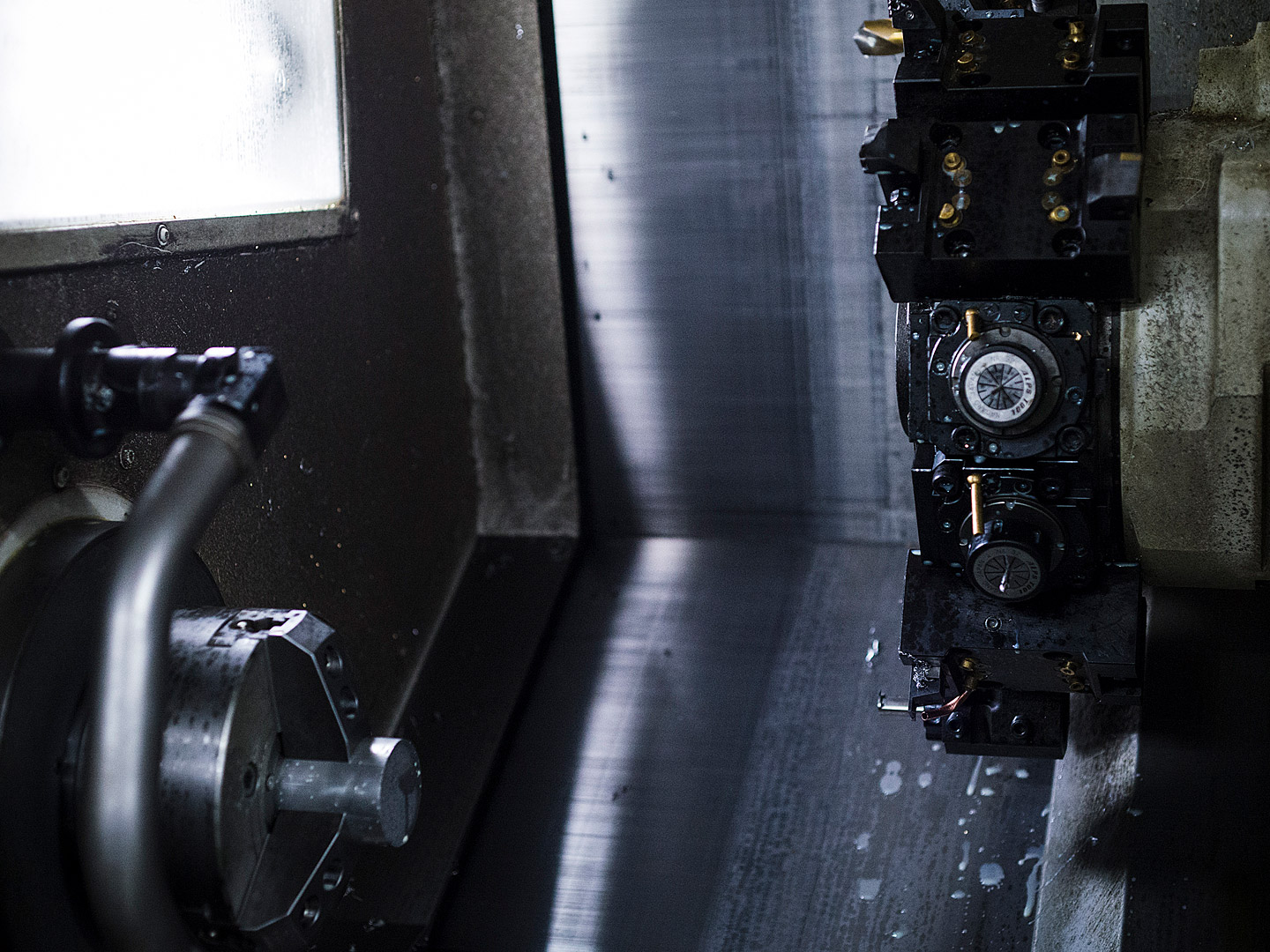


So it can damage and scratch the manufacturing equipment or get caught in the machinery. That must mean it requires close supervision.
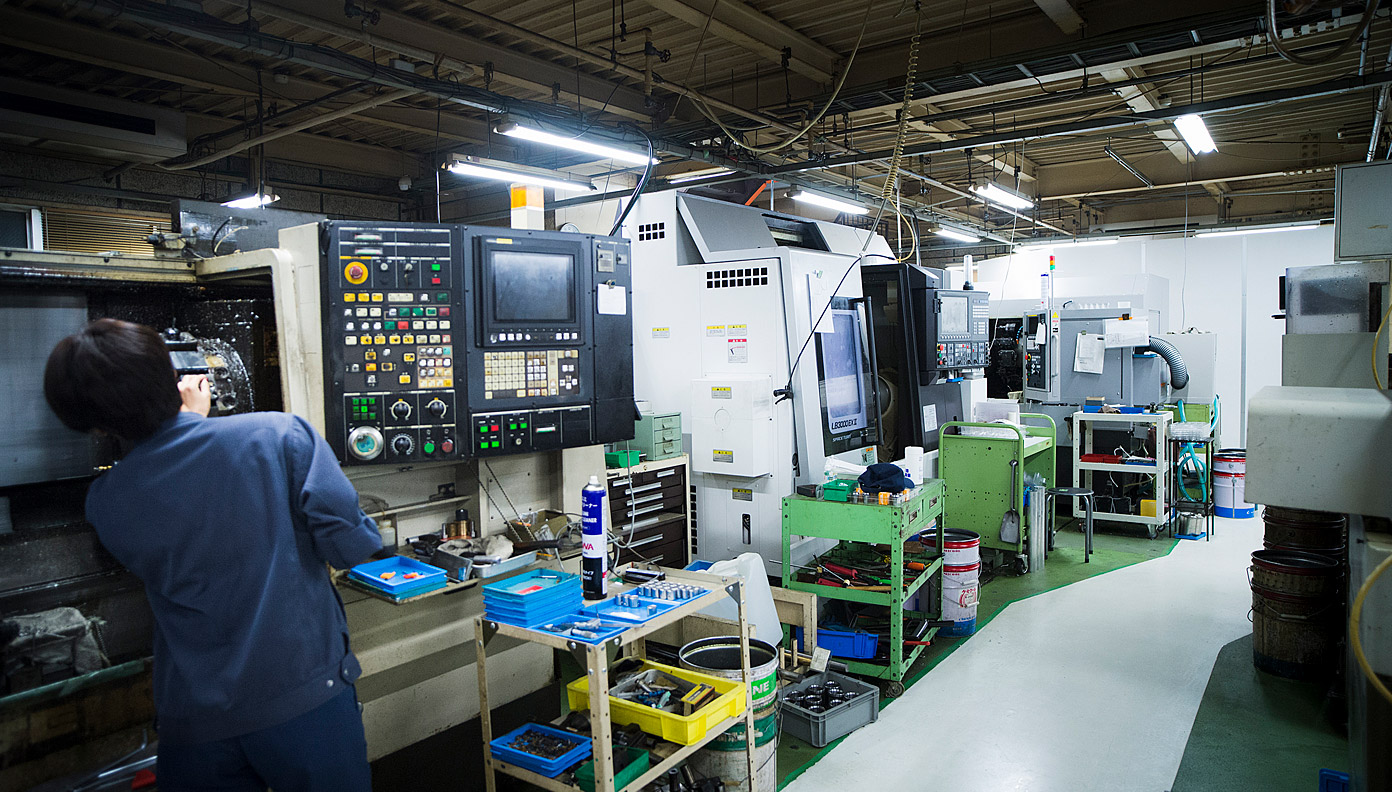
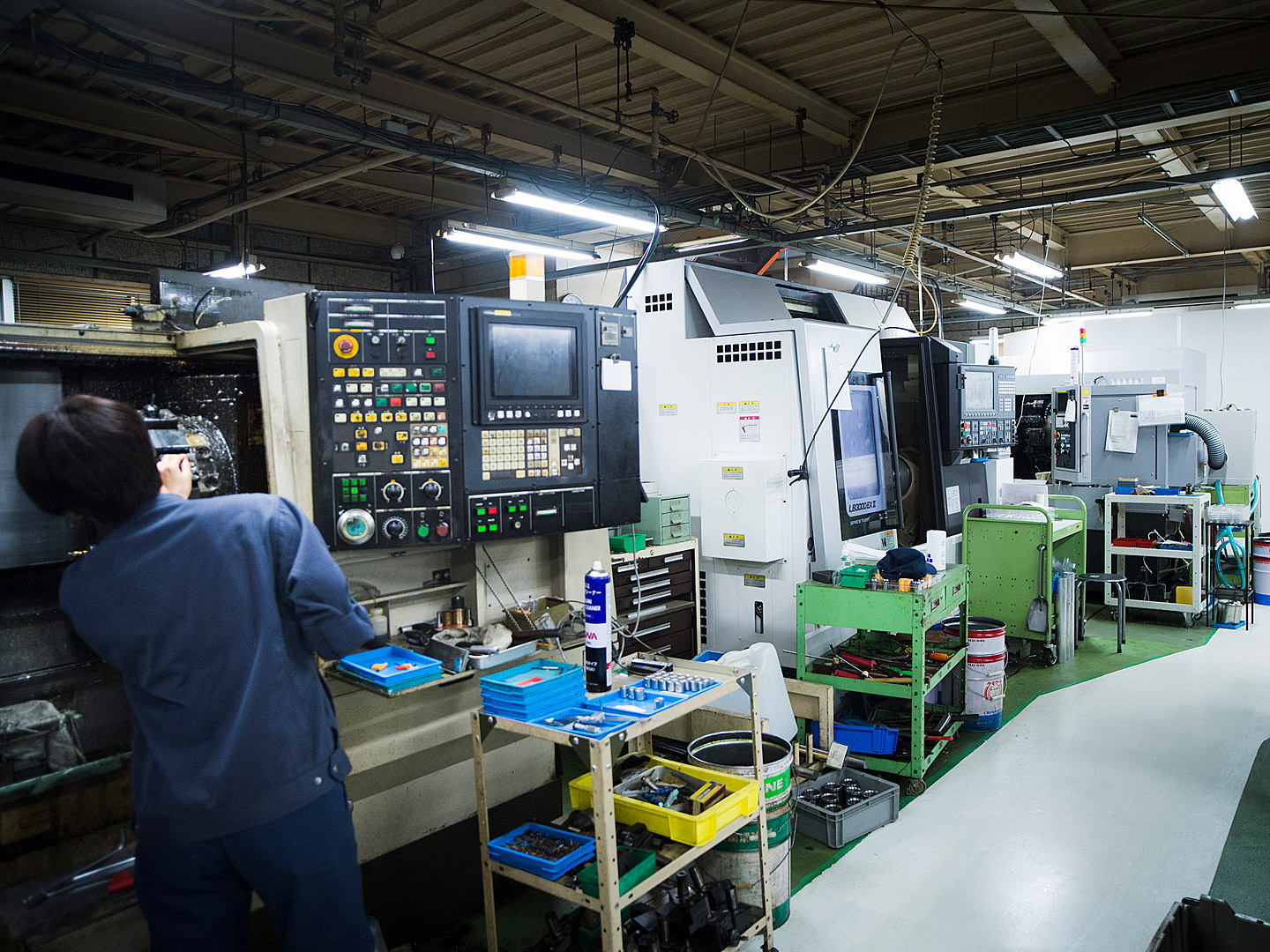
That’s right. You can’t just stick the material in and expect the machine to do the rest. And the person supervising and adjusting the machine needs to be an experienced technician.
So it’s not like just anyone will do. It needs to be a technician.
Of course. For example, the manufacturing machinery is run by a programming language called G-Code. G-Code is a collection of 3-D coordinates used in operating the machinery. For simpler manufacturing jobs, the G-Code programming can be input manually. For contoured or otherwise complex products, we use 3-D CAM software to write the 3-D G-Code data. Even if the software automatically outputs the code, you can’t tell what the machine will do unless you know how to read that code yourself. So the technician has to have that skill.
So I guess you really do need a technician (laughs).
On the other hand, G-Code is in quite general use throughout the industry, and it’s not that difficult. What’s really difficult are the “processing conditions.”
More difficult than reading and writing the code? What are “processing conditions?”
Let’s say you’re cutting a cylindrical material. You won’t be able to cut it into the final shape in just one move. You have to cut it incrementally many times, sometimes slowly and sometimes quickly. Every time you turn the material, you have to calculate how far forward to move the machinery. We call this the “feeding speed.” The surface of this appears smooth, but if you look more closely you can see some lines.
You certainly can, though it’s very slight. Like lines, or maybe stripes.
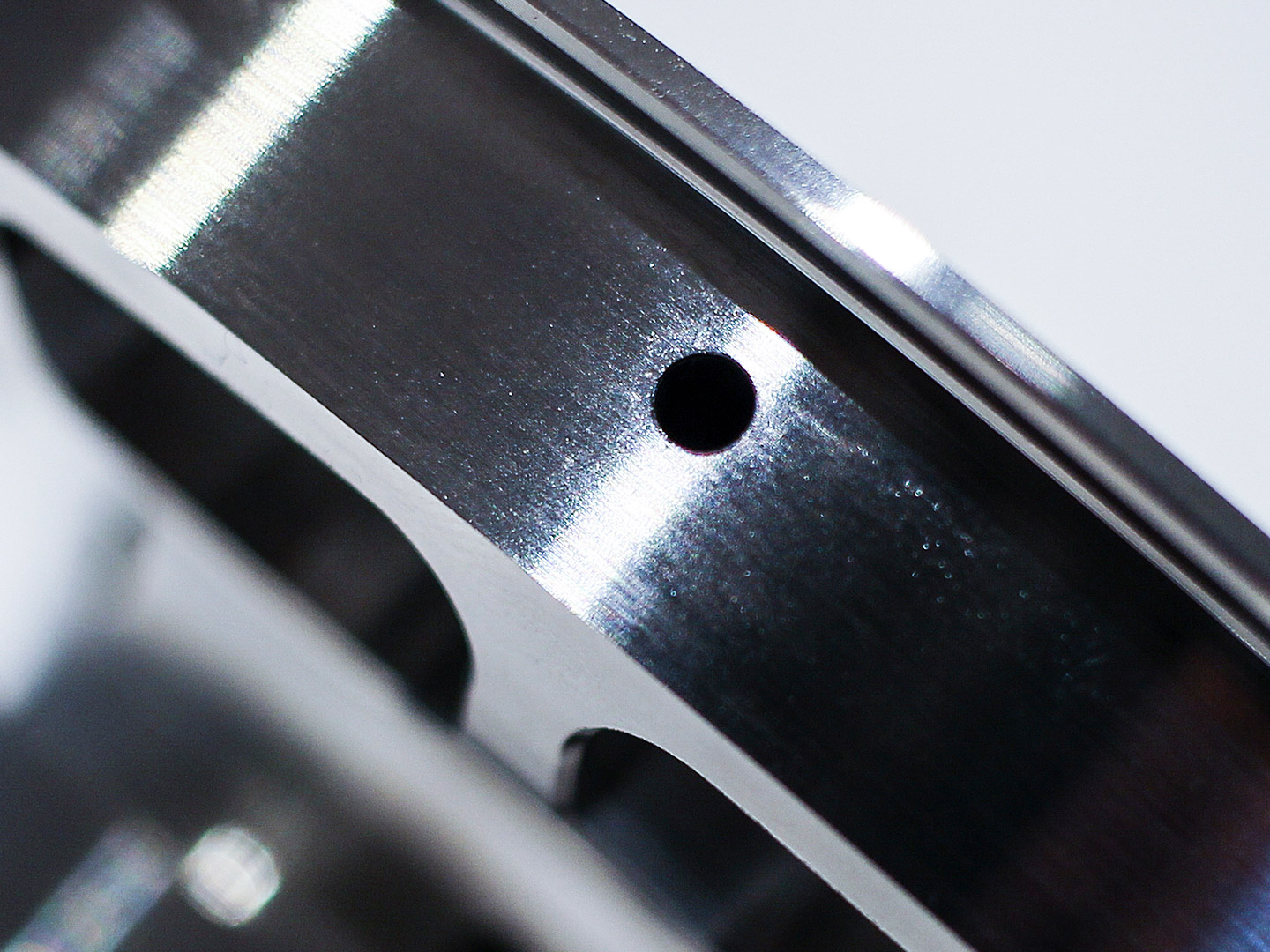
The width of these lines changes depending on the feeding speed. If it’s G-Code that decides what shape to cut, then it’s the processing conditions that dictate how the shape will be achieved. Because 3-D data has no indication of the actual feel of the finished surface.
So even when making the same shape, the nuances of the surface can vary?
That’s right. For example, if you start the process cutting hard and deep, the material will resist and you’ll end up with a rough surface. You may think you can just grind off the roughness later, but the rough areas with ridges and grooves create inconsistencies in the product’s load-bearing capacity. Grooved areas are weaker, and ridged areas are stronger. So the surface ends up wavy. So we try to cut the product so there is a uniform surface area, with no ridges or grooves. Hard-to-cut materials are durable, so it’s especially difficult to cut them neatly. Even if it’s something simple, as soon as you use hard-to-cut material you can’t cut straight, the machine rattles, and the surface gets scratched.
So you have to cut very carefully.
Of course that’s true, but then if you go too slowly, you’ll never have enough time. You want to complete the work as fast as possible while still maintaining accuracy. There’s no “right” feeding speed; it’s about balance. That balance can also be affected by the technician’s habits. Some cut rough, and others do it fast and light.
I see. I imagine the YUKI Precision technique is somewhere in there too.
He’s a company executive now, but our former quality assurance manager is a super-technician. He can make pieces neatly and quickly. In some sense, anyone can make a neat piece if they work slowly enough. Where the technician’s personal touch shows through is in their ability to work quickly while keeping control of all the most important variables.
You can’t properly confirm with the naked eye, but a piece of metal can be completely warped when looking at it on the micron-level.
I figured that product quality would vary depending on the technician’s skill, but I never thought that over time people would be able to increase their ability to create polished finished products.
Yes, to a certain extent I think they could. But with some products, it’s still difficult to achieve perfection. Many times my technicians have asked me to turn down some product requests.
That’s really something. What kind of products?
Like a part to contain the bearing of an airplane rotor, something that has to withstand high speeds and intense vibration. Parts like that have to fit perfectly so they won’t fall out. We use a process called “press fitting” to insert them, where the hole is just slightly narrower than the part itself.
The hole is narrower?
That’s right. Metal can warp in amounts invisible to the naked eye. So we make the hole just the slightest bit narrower and push the bearing inside. If the hole is too small the bearing won’t go in. But if it’s loose, the bearing will rattle. The ideal is for the bearing to fit in tightly with just a little bit of force. So precision is important.
That sounds like a high level of difficulty.
What’s really tough is that metal has something called “intrinsic stress.” When you work on metal, it creates a build-up of energy inside the metal, so that even if the manufacturing process is perfectly accurate, the moment the part is removed from the machine it warps. When you have 10 microns of warping on a part that can only handle a five-micron margin of error, it’s very difficult to control.
Only a five-micron margin of error! How small is that part with a five-micron margin of error?
It can fit in the palm of your hand. Of course you couldn’t tell with the naked eye (laughs). You have to measure it with an accurate measuring device. It might surprise you that a piece of metal can warp by just a few microns. It can warp just by pressing it with your finger.


It does seem hard to believe that metal will warp just pressing it with your finger (laughs).
Take a look at this. Each of these marks is two microns. Do you see how when I press even just a little bit the meter wiggles between two and four microns? That’s how much metal can warp. It will warp just from the press of a finger, so a cutting blade will really warp it. And the cutting blade wears down and creates errors, so it requires maintenance. For some products, the blade needs maintenance after each one.




And that’s why there’s a technician supervising it.
That’s right. The labor costs money, so it drives up the price of the product. When the price goes up, our clients demand higher quality, so even a small scratch can make a bad impression. That’s why we remove some products from the machine by hand. Because continuous automatic manufacturing machines drop out one product after another, so larger products can get scratched if they get dropped.
You might think functionality is all that’s important, and the box doesn’t matter. But that’s absolutely not the case.
It’s got nothing to do with the function and accuracy of the product, right?
That’s right. When a ten-thousand yen product gets scratched, even if it creates no problems with the functioning of the product, clients might not like it. Just a scratch will make the client worry that we’re doing a sloppy job.

Right, in everyday life when you buy something expensive, you’d rather it didn’t have scratches. It’s less to do with functionality than with trust and the impression it makes.
That’s right. I think there are many aspects to the idea of “product quality.” It can include scratches, or the way the product is packaged. For example, if a ten thousand-dollar vase comes wrapped in newspaper inside a cardboard box, it doesn’t make a good impression. We wrap our expensive products carefully in plastic or anti-rust sheeting, and ship them in a cushioned wood box. That way our customers think, “It’s expensive, but it’s a good product.”
Mac products also come packaged in a sturdy box. It makes me feel excited to break the seal and open it.
You might think functionality is all that’s important, and the box doesn’t matter. But that’s absolutely not the case. We take it for granted in business-to-customer (B to C) sales, but it’s the same for business-to-business (B to B). One customer of ours told us they were impressed from the moment the package arrived, before they had even opened it. But that’s not to say that we put a lot of money or effort into the packaging either, just a little bit of thought and consideration. Because B to B is ultimately about communication between people. And I think that this kind of thing contributes to improving our quality.
So customers don’t choose products based only on functionality.

It’s obvious that if CEO says our company is a good company, that doesn’t motivate our employees. But when people outside of the company say it, it’s more convincing.
I think that “quality” is something that emanates from the entire company. It includes things like our website, and how we answer our phones. You can’t get big jobs unless you are always improving quality. For our small company to be entrusted with a big job, we have to gain the customer’s trust in more areas than just product functionality. So we aim for high quality in many areas besides just the product.
So there are other important kinds of quality to be considered than just the product itself. Does that way of thinking and working also influence your employees’ motivation?
It’s obvious that CEO is going to say that our company is a good company, so that doesn’t motivate our employees (laughs). But when we stay focused on all these areas and do high-quality work, people outside of the company say what a great company we are, and that’s more convincing and motivating for our employees.
So when positive word gets around outside the company, it leads to better motivation inside the company, right?
Exactly. Our people are our company’s biggest asset, so we need to cultivate our employees’ motivation. Outside evaluations help keep our employees working with a positive attitude, but basic human relations are also important. Big jobs have to be done by teams, and in any group of people it’s natural for some conflict to occur. In some ways that might be my biggest concern.
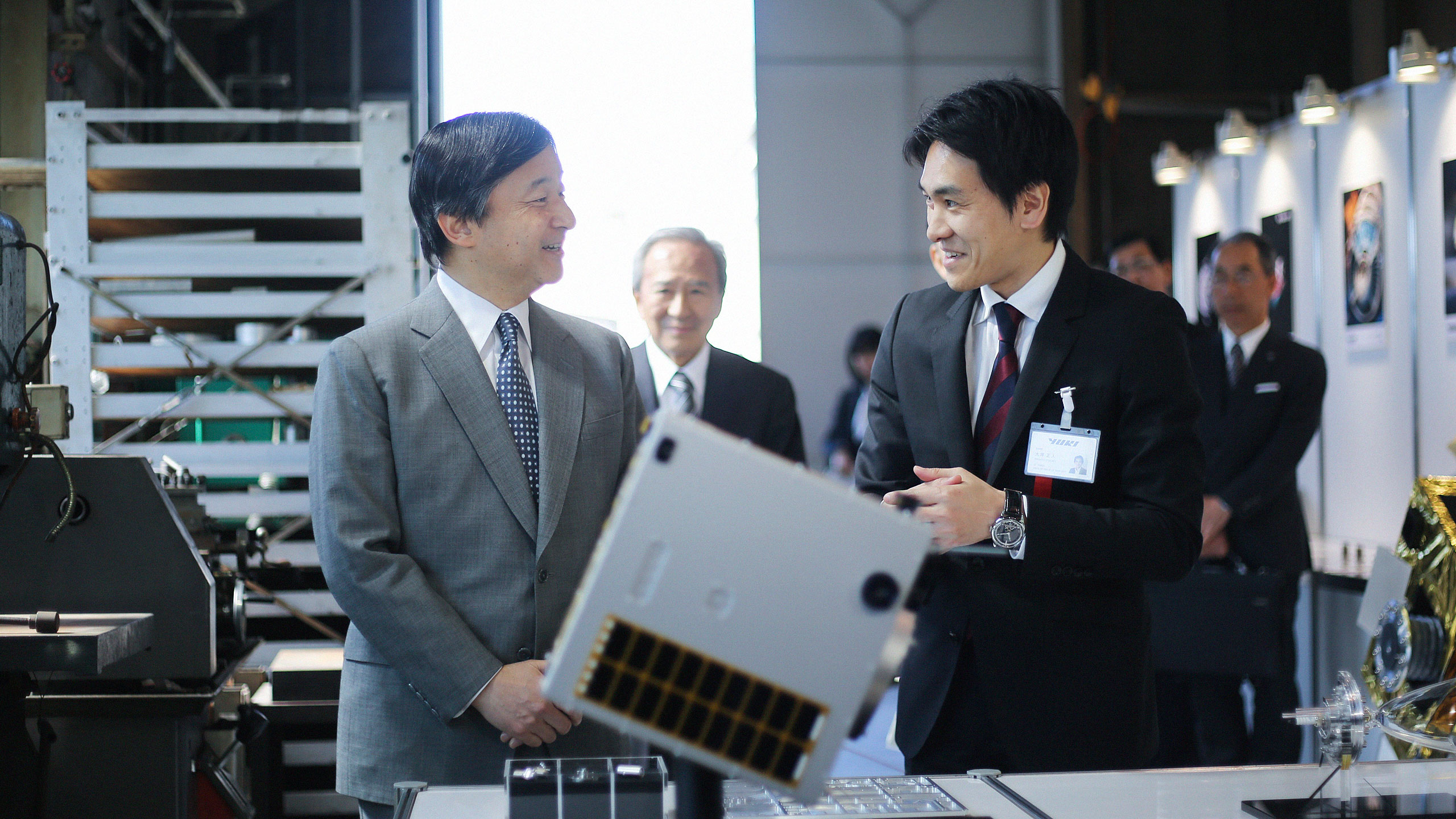
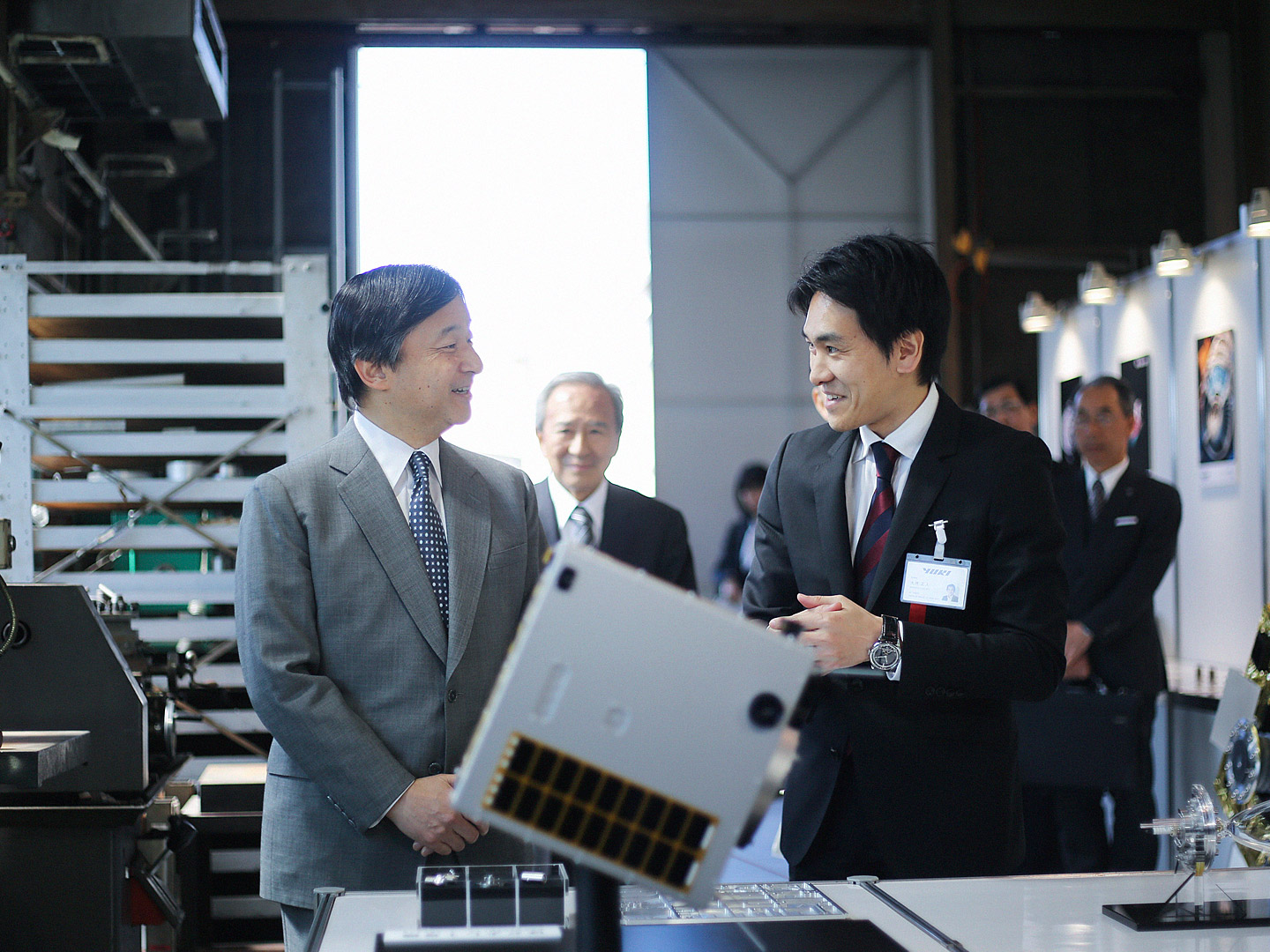
I hear that His Royal Highness the Crown Prince recently visited your company, and everyone came out to welcome him.
That’s right. We formed a project team, and the whole company worked together to welcome him. We were all so nervous the day before he came (laughs). It seems that the Crown Prince and the visiting members of the Imperial Household enjoyed the visit, and it was a great honor for myself and the entire company.
And how was the INDUSTRIAL JP project received? (Laughs.)
I was involved in the INDUSTRIAL JP project from the beginning, but at first employees regarded it as just an indulgence for me (laughs). But ultimately it became popular on social media and received a number of awards, and it lead to some good rebranding for our little factory. Once our employees became aware of the positive public reaction, they understood what the project had been for and were very happy.
It’s important to make some amount of money in order to survive. But we’re not just going to pursue profit.
We were also happy to learn that the project had a positive effect on people at your factory. We hope it created an opportunity for people not only inside but also outside of Japan to learn more about Japan’s technological power.
I agree. But personally, I don’t think we want to “represent” Japan, or be its standard-bearer. Of course we are Japanese, and we have deep feelings for our country. But I don’t think that our technological power is due to being Japanese, or that being “made in Japan” makes something better. For example, some people complain that Chinese products are poor, but iPhones are made in China too. What country the product is made in is not important. I think that among many factories in the world, YUKI Precision just happens to be in Japan.
In a sense, that’s a very global, evenhanded way of looking at things.
So whether it’s Japan or another country, I just want the manufacturing industry to prosper, and for us to keep making good products and making the world a better place. We’re making an internal brochure called “YUKI STYLE,” all about our corporate philosophy and company action guidelines. It won’t be made public, but one thing it says earnestly is “We want to bring happiness to the world through manufacturing.”


Naturally it is a business, and it’s important to make some amount of money in order to survive. But that doesn’t mean we’re just going to pursue profit. We hope that improving the world will ultimately lead to the growth of our business. For example, manufacturing spinal implants to help our aging population, or working to combat the problem of space debris by helping to clean it up. And the world is full of other problems, like energy shortages, food shortages, war, etc. Technology must hold a key to solving these problems, and we want to contribute value to that work.
So that intention must be built into your products.
We are certainly a small company, but no matter how small you are you can keep a broad view of things. I’ll be glad if even a few people read this story and are influenced by it. If someone at a company one hundred times our size hears this and is moved by it, they can have a one hundred times-greater effect on the world. I make a point of talking so big because I think it’s good to put that intention out into the world like that. Though I must confess I also worry a lot about smaller issues like human relations inside my own company (laughs).

FACTORY
yuki precision
YUKI Precision Co., Ltd.
Founded in 1961. YUKI’s facilities in Japan include their headquarters/factory in Kanagawa Prefecture, a factory in Yokohama, and a Tokyo office. YUKI also has an overseas branch company in France. In addition to manufacturing products requiring precision-cutting technology, they provide design and development services, and refer to themselves as a “R&D Machining Shop.”
Headquarters/Chigasaki factory: 370 Enzo, Chigasaki, Kanagawa Prefecture